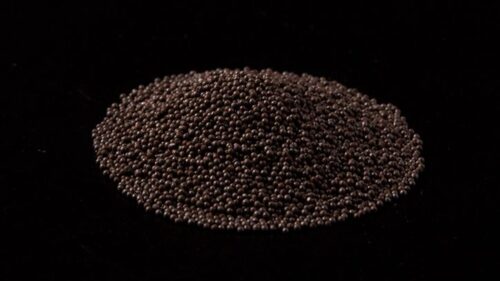

One of the most common metallic abrasives is steel shot. Steel shot blasting media can sometimes be confused as steel grit, but they are very different products.
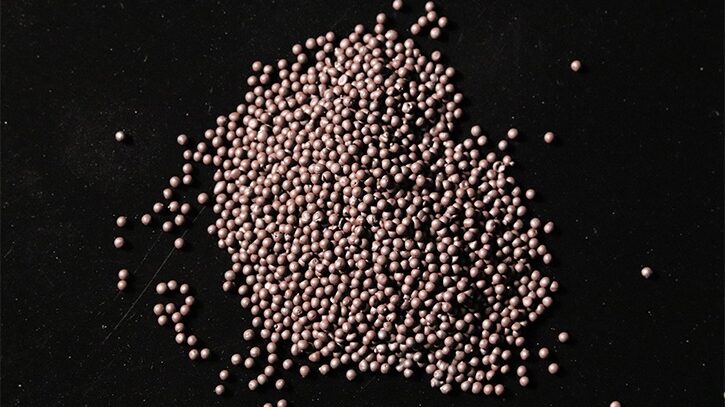
Steel shot blasting media is spherical in shape and provides a smoother surface finish than steel grit.
Steel shot comes in a variety of sizes and levels of hardness. The bulk density is very high and must be taken into consideration as it might affect your blasting equipment. Appropriate equipment needs to be implemented in order to properly use steel blasting media.
Processes using steel shot blasting material must be able to tolerate a level of ferrous residue on the workpiece. When steel breaks down, it will leave ferrous contamination on the parts being blasted. Because of its durability and low-attrition rate, steel shot is a popular choice in wheel blast equipment and properly outfitted blast rooms.
Steel shot is sized by screening. The sizing numbers for shot pertain to the actual size of the shot particulate, not a mesh size. The larger the number designation for steel shot, the larger the size of the shot. Low-carbon steel shot is available as well.
Steel Shot Abrasive Applications:
- Cleaning
- Peening steel and other hard surfaces
- Preparation of concrete
Steel Shot Blasting Media Characteristics:
- Spherical Shape
- Bulk Density – Approx. 300 lbs. per cubic foot
- Hardness Ranges:
- GP (40-51 HRC)
- GL (54-61 HRC)
- GH (> 60 HRC)
- Shot Size Range: S70 – S780
Frequently Asked Questions:
What are the advantages and disadvantages of steel shot blasting?
Steel shot is one of the most widely used metallic abrasives for good reason. On the advantages side, it is exceptionally durable because its low attrition rate and high recyclability make it a cost-effective choice for high-volume operations. Its spherical shape produces a smooth, peened surface finish that is ideal for pre-coating preparation, shot peening applications, and cleaning foundry castings or forged parts. Steel shot is also well-suited for automated wheel blast equipment, where consistent, repeatable results at scale are the priority.
The main tradeoff to be aware of is ferrous contamination. Because steel breaks down over time during use, it will leave ferrous residue on the workpiece, which means any process involving stainless steel, aluminum, or other materials where iron contamination is a concern will require a different media choice. Steel shot’s high bulk density (approximately 300 lbs. per cubic foot) also means your equipment needs to be properly outfitted to handle it, and it is not suited for softer substrates where surface removal or deformation would be a problem.
What size steel shot should I use?
Steel shot is sized using a numbering system where larger numbers indicate larger particle sizes; so S780 is a coarse shot, and S170 is on the finer end of the range. The right size for your application depends on the work you need to accomplish.
For light cleaning tasks like removing light rust or thin surface contamination, finer sizes such as S170 deliver an acceptable surface profile without being overly aggressive. For heavy-duty cleaning—dense rust, thick scale, or multiple layers of contamination—stepping up to a coarser size will give you the cleaning power you need, though it will generate a rougher surface that may require more coating material to cover. For shot peening applications, the part drawing will often specify the required shot size, since peening to automotive or aerospace specifications typically calls for tightly controlled media in specific hardness ranges. When in doubt, SurfacePrep’s technical team can help match the right shot size to your finish requirements and production goals.
What is the difference between steel shot and steel grit?
The core difference comes down to shape, and shape drives everything else. Steel shot is spherical and smooth, which means it produces a peened, relatively smooth surface finish. It is the go-to choice for blast cleaning applications where the goal is to clean or prepare a surface without creating deep anchor patterns—foundry castings, forged parts, structural steel, and shot peening all fall into this category.
Steel grit is angular and randomly shaped, which gives it a much more aggressive cutting action. Where shot produces a smooth, uniform profile, grit etches the surface and creates a rougher anchor pattern that is ideal for coating adhesion. Grit is frequently used in air blast rooms for parts with complex geometry or difficult-to-reach areas, and it is a common choice for structural steel applications like ship and railcar manufacturing. The two are sometimes used together (a shot/grit blend) when an application calls for a balance of cleaning speed and surface profile.
What is the difference between shot blasting and grit blasting?
Shot blasting and grit blasting are both forms of abrasive blasting, but they use different media and produce different results. Shot blasting uses steel shot blasting media to clean, peen, or prepare surfaces. The rounded shape imparts compressive stress on the surface and leaves a smoother, more uniform finish. It is the preferred method for shot peening, removing foundry sand from castings, and pre-coating preparation where a moderate surface profile is acceptable.
Grit blasting uses angular media—such as steel grit, aluminum oxide, or garnet—that cuts into the surface more aggressively. This creates a rougher, deeper anchor pattern that promotes strong adhesion for paint, protective coatings, and thermal spray applications. Grit blasting is often chosen when coating bond strength is the primary concern or when working with heavily contaminated surfaces that require more aggressive material removal. The choice between the two ultimately comes down to the finish you need and the substrate you are working with. SurfacePrep’s experts can help you evaluate which approach is right for your process.