Troubleshooting Air Blast Equipment Performance: A Systematic Approach
Troubleshooting Air Blast Equipment Performance: A Systematic Approach
Most air blast performance problems (longer blast cycles, inconsistent surface finishes, and downstream part rejections) are caused by worn wear components rather than abrasive selection, operator error, or compressor capacity. A systematic inspection of nozzles, metering valves, blast hoses, and reclaim components will identify the source in the majority of cases.
What Are the Signs That Air Blast Equipment Is Underperforming?
When an air blast system begins underperforming, the cause is rarely obvious and almost never sudden. Performance degradation in abrasive blasting tends to be gradual—a slow erosion of efficiency and output quality that can persist for months before anyone identifies the source. By the time parts are failing downstream inspection or operators are routinely extending blast times to compensate, the underlying problem has usually been present far longer than the symptoms suggest.
The four most common warning signs are:
- Blast cycles taking longer to achieve the same surface profile. When operators need more time to hit the same profile specification, and abrasive media, pressure settings, and part geometry haven’t changed, the variable is usually the equipment itself.
- Inconsistent surface finish results across parts. Variation in finish quality within the same production batch points to inconsistency in abrasive delivery or air supply somewhere within the blast system. Or media breakdown.
- Operators adjusting process parameters to maintain results. When experienced operators begin increasing pressure, extending dwell time, or modifying their technique to compensate for equipment behavior, those adjustments are diagnostic signals.
- Parts failing downstream inspection without an obvious cause at the blast station. In production environments where blasting and inspection are separated, the connection between worn blast equipment and rejected parts is often missed entirely. By the time the quality issue surfaces, the contributing cause may have been degrading for some time.
What Causes Most Air Blast Performance Problems?
The most common root cause is worn wear components. Abrasive blasting is inherently wear-intensive. Every abrasive material—whether steel grit, aluminum oxide, garnet, or mineral slag—behaves as a cutting medium as it moves at high velocity through the blast system. The components that control pressure, abrasive flow, and system response are all subject to that same erosive force, and they wear in predictable patterns based on abrasive type, operating pressure, flow velocity, and duty cycle.
What makes this challenging is that wear is cumulative and gradual. No single shift produces a noticeable change. Over time, however, the aggregate effect on system performance is significant, especially if worn-down media is not regularly cleared out of the system.
Which Air Blast Components Wear Most and What Happens When They Do?
Nozzles
The nozzle is the final point of control in the blast system. Nozzle material is the primary determinant of service life:
| Nozzle Material | Typical Lifespan |
|---|---|
| Ceramic | 10-20 hours |
| Tungsten Carbide | 200-300 hours |
| Silicon Carbide | 300-400 hours |
| Boron Carbide | 700-1,000 hours |
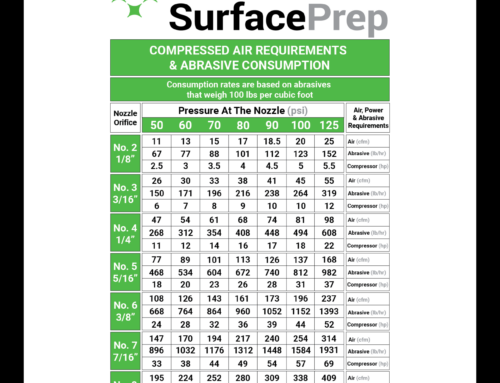
As a nozzle wears, its bore diameter increases. An increase of just 1/16 inch over the original bore size measurably increases air consumption without producing any improvement in surface performance. The compressor is asked to deliver more air, blast pressure at the surface decreases, and the surface profile begins to fall short of specification—all without any visible sign of failure at the nozzle itself. Nozzle condition should be measured regularly.
Metering Valves
The metering valve governs the volume of abrasive entering the airstream. A worn metering valve introduces variability into that flow, delivering inconsistent abrasive concentrations from one moment to the next. The surface profile on a blasted part reflects that inconsistency directly. This is one of the more common contributors to variable finish quality across a production batch, and one that is difficult for even a skilled operator to compensate for reliably once wear has progressed.
Blast Hoses and Couplings
Blast hoses wear from the inside out as abrasive travels through them under pressure. As the internal wall thins, pressure losses accumulate between the pot and the nozzle, reducing the velocity and volume of abrasive that reaches the work surface. Worn couplings compound this by introducing air leaks at connection points—leaks that force the compressor to run harder while delivering less effective pressure at the nozzle.
There is also a safety consideration: a hose that has thinned past its service limit becomes a failure risk under operating pressure. Hose failures during blasting can result in violent whip events that create serious hazards for operators and nearby personnel.
Pop-Up Valves and Seats
Wear on pop-up valves and seats manifests as pressure inconsistency and sluggish system response: slower pressurization, surging during the blast cycle, or difficulty maintaining steady operating pressure. These symptoms are easy to misread as compressor-side issues when the cause is in the valve components themselves.
Reclaim Housing and Wear Plates
The reclaim system separates usable abrasive from broken-down particles, dust, and debris before media is returned to the blast pot. When the wear plate degrades past its service life, that separation becomes less efficient. Contaminated or undersized media recirculates through the system, producing inconsistent surface profiles and consuming abrasive at a faster rate than expected.
Deadman Controls and Air Valves
Worn deadman control internals can produce sluggish engagement, incomplete shutoff, or unpredictable pressure behavior during the blast cycle. A deadman control that does not fully stop abrasive flow when released is both an operational inconsistency and a genuine safety concern.
Why Are Air Blast Performance Problems Frequently Misdiagnosed?
The symptoms associated with worn blast equipment closely resemble those of several other operational variables, like abrasive selection, operator technique, and compressed air supply. This overlap is the primary reason that wear-related performance problems often go undiagnosed for extended periods.
When blast times increase, the natural tendency is to evaluate abrasive quality or operator consistency before examining the equipment itself. When surface profiles vary across a production run, process parameters and material handling often come under scrutiny first. These are reasonable starting points, but they can lead to a cycle of abrasive changes, pressure adjustments, and operator interventions that address symptoms without identifying the source.
Because wear is gradual, there is rarely a clear inflection point that prompts an investigation. Performance simply becomes progressively less consistent and less efficient until something forces the issue—often a downstream quality failure or an unplanned breakdown.
If process adjustments have been made and results have not improved, the blast system’s wear components are the logical next area of investigation.
How Do You Inspect Air Blast Equipment for Wear?
Staying ahead of wear does not require a dedicated maintenance team. It requires a consistent schedule and a methodical approach to the components most subject to wear.
Air Blast Equipment Wear Inspection Checklist
Nozzles
- Measure bore diameter with a bore gauge or nozzle wear gauge
- Compare against the original bore diameter specification; nozzles are considered worn out when they measure one size (1/16”) larger than their original diameter
- Establish a replacement threshold and track against it
- Adjust inspection frequency based on abrasive type — aluminum oxide accelerates nozzle wear significantly faster than steel grit
Blast Hoses
- Flex the hose along its length and check for soft spots indicating internal wall thinning
- Inspect couplings for wear at locking surfaces
- Check for air leaks at all connection points during operation
- Schedule replacement for any hose showing significant wall thinning relative to a new hose of the same type
Metering Valves
- Observe abrasive flow consistency during operation
- Investigate variability in flow that cannot be attributed to pressure settings or abrasive characteristics
- Inspect valve internals if flow inconsistency persists
Deadman Controls
- Test at the beginning of each shift for immediate engagement and complete shutoff
- Address any sluggishness or incomplete shutoff before production continues
Reclaim Wear Plates
- Inspect when media quality is degrading faster than expected
- Investigate when surface profile inconsistencies persist despite fresh abrasive input
- Check condition when reclaim housing shows signs of media bypass
Is It a Worn Part or Time for New Equipment?
Most blast performance issues are parts problems, not equipment problems. New equipment purchases are typically justified by increased production volume, new part configurations, expanded process requirements, or the need for automation, not by gradual performance degradation.
A blast cabinet or blast room underperforming because of worn metering components, hoses, or nozzles is a maintenance problem with a maintenance solution. Replacing equipment without addressing the wear patterns that caused the performance decline will not produce a lasting improvement.
The exception involves systems that have accumulated extensive wear across multiple components over a long service life, where the cumulative cost of continued repair and downtime has exceeded the value of the asset. Under normal operating conditions, with appropriate attention to wear components, air blast equipment can provide a useful service life of ten years or more.
What Does It Cost to Ignore Worn Air Blast Parts?
The costs of deferred wear component maintenance accrue gradually and across multiple line items, which is why they are often underestimated. The table below summarizes the most common cost impacts:
| Worn Component | Performance Impact | Cost Consequence |
|---|---|---|
| Nozzle (oversized bore) | Increased air consumption, reduced surface pressure | Higher compressor energy costs, missed surface spec |
| Metering valve | Inconsistent abrasive flow | Variable finishes, part rejections, rework |
| Blast hose (thinned wall) | Pressure loss between pot and nozzle | Longer cycle times, higher labor cost per part |
| Air leaks (hoses, couplings) | Compressor runs harder for same output | Inflated utility costs, reduced nozzle pressure |
| Reclaim wear plate | Degraded media recirculation | Higher abrasive consumption, inconsistent profiles |
| Deadman/valves | Pressure surging, incomplete shutoff | Process inconsistency, operator safety risk |
There is also the cost differential between planned and unplanned maintenance. Replacing a wear component on a scheduled basis means choosing the timing, having the part on hand, and absorbing planned downtime. Waiting until that component fails during production means unplanned downtime, emergency parts procurement, and the labor cost of reacting under pressure.
Frequently Asked Questions: Air Blast Equipment Troubleshooting
Why is my air blast equipment taking longer to reach the same surface profile?
Extended blast cycle times are most commonly caused by worn nozzles, degraded blast hoses, or metering valve wear. As nozzles wear beyond their original bore diameter, blast pressure at the surface decreases even when operating pressure remains unchanged. The result is that operators must spend more time on each part to achieve the same profile — a symptom that is easy to misattribute to abrasive quality or compressor output.
Why are my blasted parts failing inspection when the process hasn’t changed?
Parts failing surface profile or cleanliness specifications despite no intentional process changes are a strong indicator of gradual equipment wear. Worn metering valves create inconsistent abrasive flow, degraded reclaim components allow contaminated media to recirculate, and worn nozzles reduce blast velocity below the threshold needed to achieve the required profile. These issues develop gradually, which means the equipment can appear functional while producing out-of-spec results.
How often should I replace nozzles on air blast equipment?
Nozzle replacement intervals depend on the nozzle material and the abrasive being used. Ceramic nozzles may require replacement after 10-20 hours of operation, while boron carbide nozzles can last 700-1,000 hours under appropriate conditions. Harder, finer abrasives such as aluminum oxide accelerate wear significantly. The most reliable approach is to measure bore diameter at regular intervals and replace nozzles when they exceed a defined wear threshold (usually 1/16” larger than their original size) rather than relying on a fixed time interval.
What causes inconsistent surface finishes on air blasted parts?
Inconsistent surface finishes across a production batch are most commonly caused by worn or damaged metering valves producing variable abrasive flow, degraded reclaim systems recirculating undersized or contaminated media, or pressure inconsistencies from worn pop-up valves and air leaks. Operator technique and abrasive selection should be evaluated first, but if those variables are consistent and finish quality still varies, equipment wear is the most likely explanation.
Is preventative maintenance on air blast equipment worth the investment?
Preventative maintenance on air blast equipment is consistently less expensive than reactive maintenance. The cost of a wear component replaced on schedule is lower than the combined cost of that same component replaced during an unplanned breakdown — which includes unplanned downtime, emergency parts procurement, expedited shipping, and the labor overhead of an unscheduled repair. Beyond direct cost, preventative maintenance preserves surface finish consistency, reduces media and energy consumption, and protects against the downstream cost of part rejections.
How do I know if my blast equipment needs parts or full replacement?
Most blast performance problems are resolved through wear component replacement rather than equipment replacement. New equipment investment is typically driven by increased production requirements, new applications, or the need for automation — not operational degradation from normal wear. The exception is a system with extensive accumulated wear across multiple components where ongoing repair costs are no longer justified relative to the asset’s remaining value. Air blast equipment maintained with consistent attention to wear components routinely achieves a useful service life of ten years or more.
What are the signs of a worn blast nozzle?
The most reliable sign of a worn blast nozzle is a bore diameter that has increased beyond the original specification, which is best detected with a bore gauge rather than visual inspection. Operational indicators include increased air consumption without improved blast performance, reduced surface profile depth at the same operating pressure, and longer cycle times. Because nozzle wear is gradual, these signs often develop slowly — which is why regular measurement is more reliable than waiting for a noticeable performance change.
Why is my air compressor running harder during blasting?
A compressor working harder than expected during blasting is commonly caused by worn nozzles with oversized bore diameters demanding more air volume, air leaks at hose couplings or valve connections, or both. The compressor responds to demand — if the system is leaking air or drawing more than it was designed to deliver, the compressor compensates. Inspecting the nozzle bore size and checking all connection points for leaks will identify the most common sources of excess compressor demand.
When a System Audit Makes Sense
Some performance problems yield readily to the inspection practices described above. Others involve enough variables — or enough accumulated wear across enough components — that identifying the source systematically requires direct equipment expertise.
SurfacePrep’s technical team works with blast operations across a wide range of industries and applications, bringing that depth of experience to equipment troubleshooting at both the remote and on-site level. If your operation is experiencing performance issues that haven’t responded to process adjustments, or if you want to establish a more structured approach to wear component management, reach out to our surface finishing experts!





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}